Chapter III
SMITHY
Smithy shop – Introduction
Study of Tools and Equipments
Measuring and marking tools – steel rule, measuring tape, and caliper. Cutting tools – Hot set, cold set, hardies, gouges, punches, drifts. Supporting tools – swage block, anvil, and lug vice. Striking tools – sledge hammer, cross peen hammer, straight peen hammer, power hammer, power press, drop hammers. Heating devices – cast iron forge, down draft forge. Work holding devices – tongs
Model Making
i) Square Prism- Model No.3.1
ii) Hexagonal Prism - Model No. 3.2
iii) Hexagonal Bolt - Model No. 3.3
INTRODUCTION: -
Black smith’s work involves heating of a metal article to a desired temperature enables it to acquire sufficient plasticity followed by the operations like hammering, bending and pressing to give a desired shape. All these operations could be carried by hand hammering, by power hammering or by drop stamps by forging machines. In order to shape a metal, the primary requirement is to heat the metal to a definite temperature. This may be done either in an open hearth process such as pas smiths forge or in closed furnaces.
Small jobs are normally heated in the smiths forge and large jobs in closed furnace. The hand forging process is employed for relatively small and medium size works. Large articles requiring very heavy blows and for mass productions of identical parts are done by machine forging and drop forging.
HEATING DEVICES
The stock devices are heated to the correct forging temperature in a smith’s hearth or in a furnace located near the forging operations. Gas, oil or electric resistance or induction heating classified as open or closed hearth can be used. Gas and oil are economical, easily controlled, and mostly used as fuels. The formation of a scale, due to the heating process, especially on steel creates problems in forging. A monoxide atmosphere should have been developed to reduce scaling to minimum electric heating is the most modern answer to scaling and it also heats the stock more uniformly. In some cases coal and anthracite, charcoal, containing no sulphur and practically no ash are the chief solid fuels used in forging furnaces. However, fuels must have a caloric value of at least 1400 to 1500 kilo cal per kg (5600 to 6000J). Petroleum sometimes serves as an excellent fuel.
BLACKSMITHY TOOLS
Tongs *
The work to be forged is generally held with tongs. The tongs generally used for holding work are
(1) The gad tongs are used for general pick up work, either straight or tapered.
(2) The straight – lip fluted tong used for square, circular and hexagonal bar stock.
(3) The ring tong used for bolts, rivets and other work of circular section.
(4) The flat tong used for holding work of rectangular section.
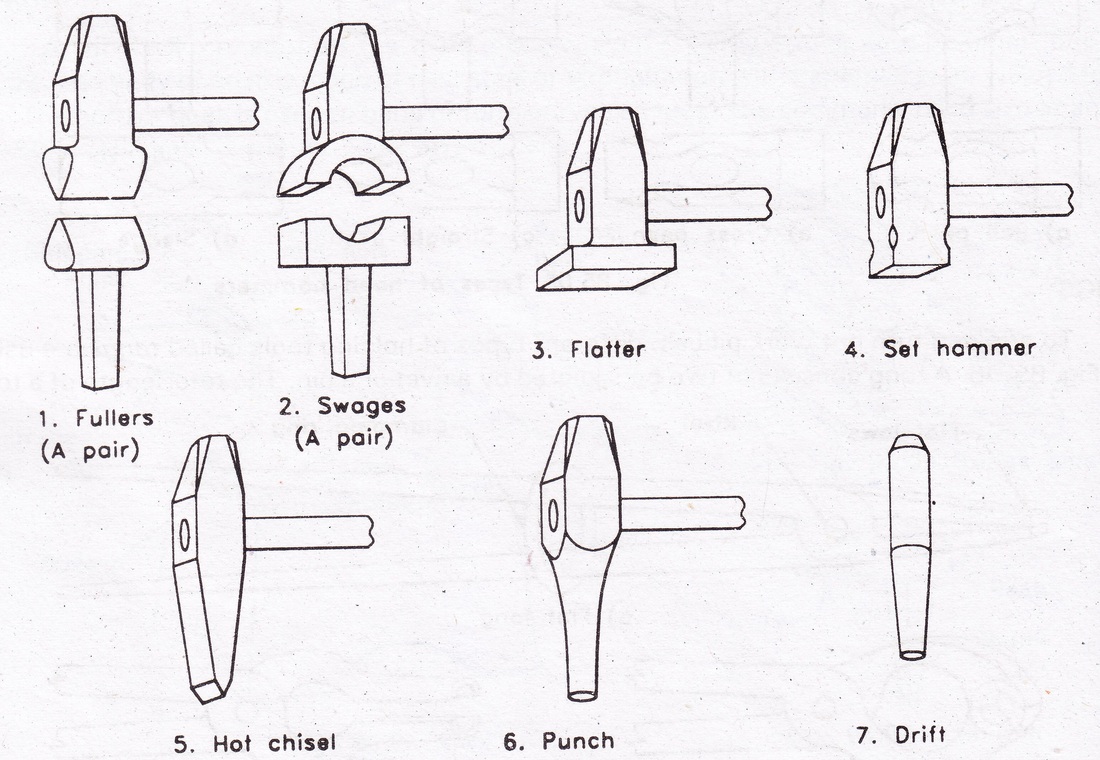
Fullers *
Fullers are used for work necking down a piece of work. They are made in top and bottom tools as in the case of swages. Fullers are made in various shapes and sizes according to needs, the size denoting the width of the fuller.
Swages *
Swages are used from which has to be reduced and finished to round, square or hexagonal form. These are made with half grooves of dimensions to suit the work being reduced. Swages consists of two parts- the top part having handle and bottom part having a square shank which fits in the hard i.e., hole in the anvil.
Flatters *
Flatters are used to give smoothness and accuracy to articles which have already been shaped by fullers and swages.
Anvil *
The anvil forms a support for black smiths work when hammering. The body of the Anvil is made of mild steel with a tool steel face welded on the body but the beak or horn used for bending curve is not steel faced. The round hole in the Anvil called prichel hole is used for bending rods of small diameter, and as a die for hot punching operations. The square or hardies hole is used for holding square shanks of various fitting.
The weight of Anvil varies from about 50 kg to 150 kg and should stand with the top face about 0.75m from the floor. The height may be attained by resting the anvil on a cast iron or wooden base.
Anvil stand *
Anvil is mounted on wooden block or Anvil stand. This stand is made of cast iron. The height of the anvil stand will be at about 600 to 750 mm from the ground to the top of the Anvil.
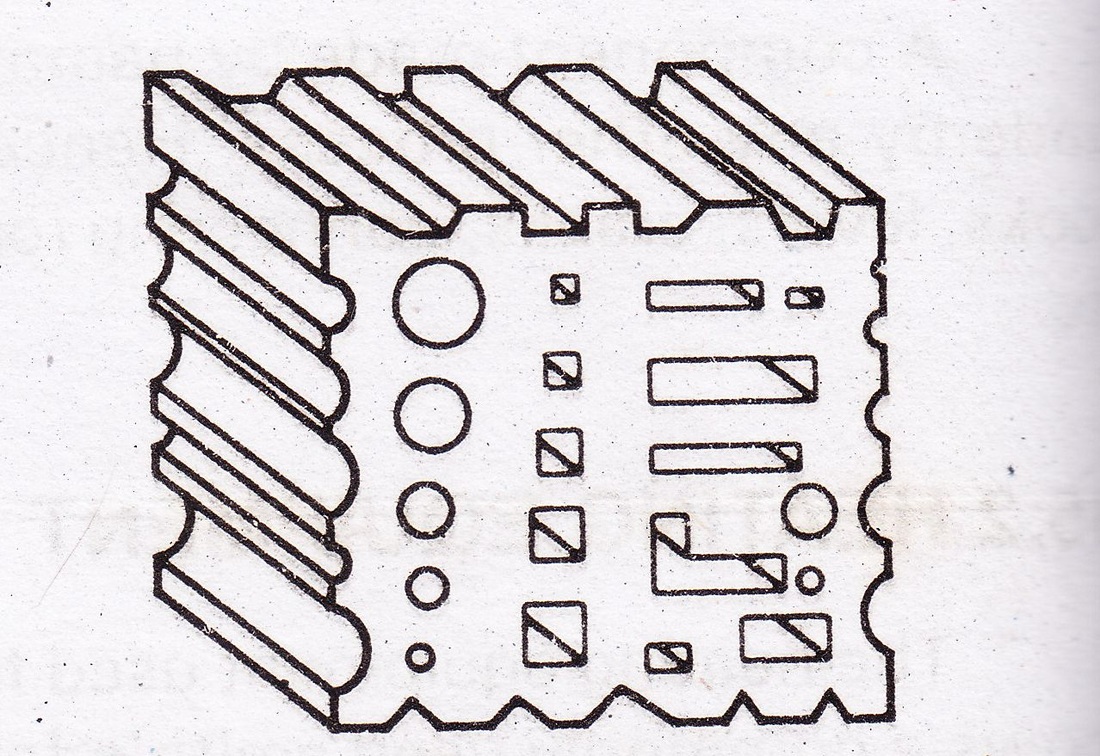
Swage block *
The swage block is used for make squaring, sizing, heading, bending and forming operations. It is 0.25m or more wide and may be used either flat or edge wise in its stand.
Material: Malleable cast iron.
Types: 375mm to 400mm square and 100mm high.
Spade *
Spade is used to put coal/charcoal in the platform of the black smith forge.
The set hammer
It is really a form of flatter. A set hammer is used for finishing for finishing corners in shouldered work where the flatter would be inconvenient. It is also used for drawing out.
The punch and the drift *
A punch is used for making holes in metal part when it is at forging heat, and holes are opened out by driving through a larger tapered punch called a drift.
Gauges
It is required to check the dimension f a metal while it is being made in to condition to measure the article in hot condition. Time required more for rule, caliper, etc... So to minimize time for taking dimension mass production we use gauge.
Material: M.S sheet of 4mm (quiet often).
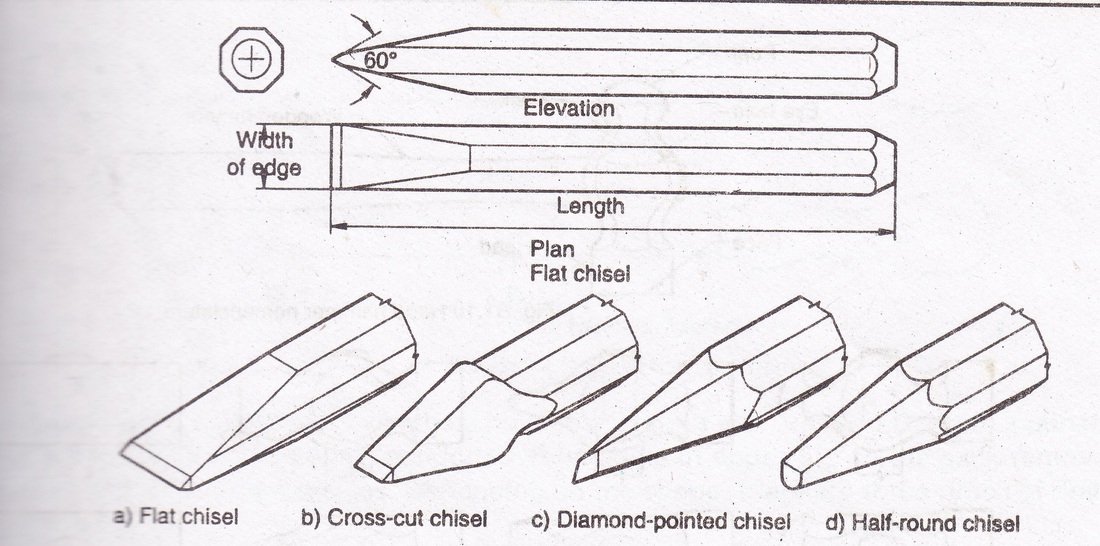
Gouge or cow mouth chisel *
Gouge or cow mouth chisel are made from high carbon steel of 0.8 to 0.9%. It is curved chisel look like cow mouth. It is used to cut metal of circular section or any king of arc.
3.0 FORGES
It is an enclosed place where fire is obtained with the help of burnable material to produce heat.
3.1 Kinds of forge
1. Portable forge – portable which can be transferred one place to another.
Example:
(a) Cast iron forges.*
(b) Down draft forge.
(c) Blower forges.
II. Stationary forges or fixed forge
The forge, which cannot be moved from one place from to another is called stationery forge. Example Brick forge.
Material – Cast iron or mild steel.
Parts of forge
(a) Chimney (b) hood
(b) Fire pit (c) Nozzle or tuyre
(c) Air control wave (d) water tank or cooling tank
(d) Air pipe (h) body.
(e) Blower
3.2 Cast iron forge
It has got chimney to lead out smoke and hood for collecting the smoke from the fire pit. Nozzle is supplying air to the fire pit coming from the air pipe. Control valve is provided to control the quantity of air passing to the forge.
3.3 down draft forge
It is a modern type of forge provided with hood to suck the smoke. The pipe connected to the hood will be in the downward direction. This avoids expose fire with the smoke. The type of underground pipe is known as the down cast system. The air pipe is also underground and small pipe leads upwards to the nozzle. The amount of air admitted to the fire regulated by placing a slide in the pipe. It is used for the continuous heating
3.4 Hand blower forge
It is operated by hand. It has got the give up system. It consist of
(a) Operating handle (b) Blower with cast iron or mild steel body (c) and a fire pit made from cast iron or sheet metal.
It is used for small and single hearth work.
4.0 POWER HAMMERS.
4.1 Pneumatic hammers*
The hammer has two cylinders: compressor cylinder and ram cylinder. Piston of compressor cylinder compresses air, and delivers into ram cylinder where it actuates the piston, which is integral with the cam delivering the blow to the work. The reciprocating motion of the compression piston is obtained from a crank drive, which powered from a motor through a reducing gear. The air distribution device between two cylinders consists of rotary valves with ports through air passes into the ram cylinder, below and above the piston, alternately. This drives the ram up and down respectively. This is illustrated in the fig.
The size of a pneumatic hammer may vary in range from 50 to 1000 kg. Hammers operate at 70 to 190 blows per minutes.
4.2 Power hammers (spring type)*
They are mechanical driven hammers, with a practically constant lift and an insignificantly variable driven power. It only increases with increasing operating speed and thus has increased number of strikes per minute. The ram is driven from a rocking level acting on an elastic drive is brought about.
They are suitable for drawing out and flattering small forgings produced in large numbers. Their disadvantage is the frequent breaking of springs due to vibrations when in operation. Spring hammers are built with ram weighing from 30 to 25o kg. The number of strokes varies from 40 to 300 per minute.
Forge furnaces are built, so as to ensure temperature up to 1350° C in their working chamber. They should be sufficiently large to allow proper combustion of the fuel and to obtain uniform heating of the work piece. Each heating furnace consists of the following parts-firebox, working chamber, chimney, flues, recuperation or re-generator and various
Auxiliary arrangements
RELATIVE FORGEBILITY OF VARIOUS ALLOYS
(In the order of decreasing forge ability)RELATIVE FORGIBILITY OF VARIOUS ALLOYS (In the order of decreasing forge ability)
-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Good Some what Difficult Difficult Very difficult
-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Aluminum alloys Martenstic stainless Titanium alloys Nickel base alloys
-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Magnesium alloys Maraging steel Iron base supper alloys Tungsten alloys
-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Copper alloys Austenitic stainless Cobalt base super alloys Beryllium
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Carbon and alloy steel Nickel alloys semi austenitic stainless Columbium alloys Molybdenum alloys
-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
semi austenitic stainless tantalum alloys -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Forge furnaces are built, so as to ensure temperature up to 1350° C in their working chamber. They should be sufficiently large to allow proper combustion of the fuel and to obtain uniform heating of the work piece. Each heating furnace consists of the following parts-firebox, working chamber, chimney, flues, recuperation or re-generator and various auxiliary arrangements
---------------------------------------------------------------------------------------------END OF NOTES ---------------------------------------------------------------------------------------------------------------
* Draw figures of these items